
Քամու արագության և օդի ծավալի վերահսկումն իրականացնելու համար անհրաժեշտ է ուշադրություն դարձնել երկու կետի.
- Օդափոխիչի արագությունը պետք է վերահսկվի հաճախականության փոխակերպմամբ՝ դրա վրա լարման տատանումների ազդեցությունը նվազեցնելու համար.
- Նվազեցրեք սարքավորումների արտանետվող օդի ծավալը, քանի որ արտանետվող օդի կենտրոնական բեռը հաճախ անկայուն է, ինչը հեշտությամբ ազդում է վառարանում տաք օդի հոսքի վրա:
- Սարքավորման կայունություն
Անմիջապես մենք ստացել ենք վառարանի ջերմաստիճանի կորի օպտիմալ կարգավորումը, սակայն դրան հասնելու համար անհրաժեշտ է սարքավորման կայունությունը, կրկնելիությունը և հետևողականությունը՝ այն երաշխավորելու համար:Հատկապես առանց կապարի արտադրության համար, եթե վառարանի ջերմաստիճանի կորը մի փոքր շեղվում է սարքավորումների պատճառով, հեշտ է ցատկել գործընթացի պատուհանից և առաջացնել սառը զոդում կամ վնասել սկզբնական սարքը:Հետեւաբար, ավելի ու ավելի շատ արտադրողներ սկսում են առաջ քաշել սարքավորումների կայունության փորձարկման պահանջներ:
լ Ազոտի օգտագործումը
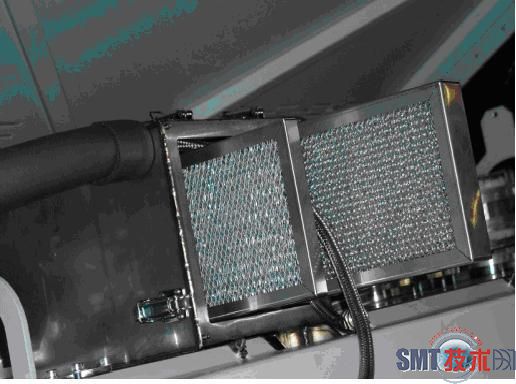
Առանց կապարի դարաշրջանի գալուստով, թե արդյոք վերամշակման զոդումը լցված է ազոտով, դարձել է թեժ քննարկման թեմա:Առանց կապարի զոդերի հեղուկության, զոդման և թրջվելու պատճառով դրանք այնքան լավ չեն, որքան կապարե զոդերը, հատկապես, երբ տպատախտակի բարձիկներն ընդունում են OSP գործընթացը (օրգանական պաշտպանիչ թաղանթ մերկ պղնձե տախտակ), բարձիկները հեշտ են օքսիդանում, հաճախ առաջանում են զոդման միացումներ Թրջման անկյունը չափազանց մեծ է, և բարձիկը ենթարկվում է պղնձի:Զոդման հոդերի որակը բարելավելու համար մենք երբեմն պետք է օգտագործենք ազոտ՝ վերամշակման ժամանակ:Ազոտը իներտ պաշտպանիչ գազ է, որը կարող է պաշտպանել տպատախտակի բարձիկները զոդման ընթացքում օքսիդացումից և զգալիորեն բարելավել անկապի զոդերի զոդման ունակությունը (Նկար 5):

Նկար 5 Մետաղական վահանի եռակցում ազոտով լցված միջավայրում
Թեև էլեկտրոնային արտադրանքի շատ արտադրողներ ժամանակավորապես չեն օգտագործում ազոտ՝ գործառնական ծախսերի նկատառումներով, առանց կապարի զոդման որակի պահանջների շարունակական բարելավմամբ ազոտի օգտագործումը գնալով ավելի տարածված կդառնա:Հետևաբար, ավելի լավ ընտրությունն այն է, որ թեև ներկայումս ազոտը պարտադիր չէ, որ օգտագործվի իրական արտադրության մեջ, ավելի լավ է սարքավորումը թողնել ազոտի լցման միջերեսով՝ ապահովելու համար, որ սարքավորումն ունի ճկունություն՝ ապագայում ազոտի լիցքավորման արտադրության պահանջները բավարարելու համար:
l Արդյունավետ հովացման սարք և հոսքի կառավարման համակարգ
Առանց կապարի արտադրության զոդման ջերմաստիճանը զգալիորեն ավելի բարձր է, քան կապարի ջերմաստիճանը, ինչը առաջ է քաշում սարքավորումների հովացման գործառույթի ավելի բարձր պահանջներ:Բացի այդ, վերահսկելի ավելի արագ սառեցման արագությունը կարող է ավելի կոմպակտ դարձնել կապարից զոդման միացքի կառուցվածքը, որն օգնում է բարելավել զոդման միացման մեխանիկական ամրությունը:Հատկապես, երբ մենք արտադրում ենք մեծ ջերմային հզորությամբ տպատախտակներ, ինչպիսիք են կապի հետին ինքնաթիռները, եթե օգտագործենք միայն օդային հովացում, ապա հովացման ժամանակ 3-5 աստիճան/վայրկյան հովացման պահանջները դժվար կլինի բավարարել տպատախտակների համար, իսկ հովացման թեքությունը չի կարող: հասնել Պահանջը կթուլացնի զոդման միացման կառուցվածքը և ուղղակիորեն կազդի զոդման միացման հուսալիության վրա:Հետևաբար, առանց կապարի արտադրությունը ավելի շատ խորհուրդ է տրվում դիտարկել երկակի շրջանառության ջրի հովացման սարքերի օգտագործումը, և սարքավորումների հովացման թեքությունը պետք է սահմանվի ըստ պահանջի և լիովին վերահսկելի:
Առանց կապարի զոդման մածուկը հաճախ պարունակում է մեծ հոսք, և հոսքի մնացորդը հեշտ է կուտակվում վառարանի ներսում, ինչը ազդում է սարքավորումների ջերմության փոխանցման վրա և երբեմն նույնիսկ ընկնում է վառարանում գտնվող տպատախտակի վրա՝ աղտոտելու համար:Արտադրության գործընթացում հոսքի մնացորդը լիցքաթափելու երկու եղանակ կա.
(1) արտանետվող օդը
Օդի արտանետումը հոսքի մնացորդները լիցքաթափելու ամենահեշտ միջոցն է:Այնուամենայնիվ, մենք նախորդ հոդվածում նշել ենք, որ ավելորդ արտանետվող օդը կազդի վառարանի խոռոչում տաք օդի հոսքի կայունության վրա:Բացի այդ, արտանետվող օդի քանակի ավելացումը ուղղակիորեն կհանգեցնի էներգիայի սպառման (ներառյալ էլեկտրաէներգիայի և ազոտի) ավելացմանը:
(2) Բազմաստիճան հոսքի կառավարման համակարգ
Հոսքի կառավարման համակարգը սովորաբար ներառում է զտիչ սարք և խտացնող սարք (Նկար 6 և Նկար 7):Զտիչ սարքը արդյունավետորեն առանձնացնում և զտում է հոսքի մնացորդի պինդ մասնիկները, մինչդեռ հովացման սարքը գազային հոսքի մնացորդը խտացնում է ջերմափոխանակիչի հեղուկի մեջ և վերջապես հավաքում է հավաքման սկուտեղում՝ կենտրոնացված մշակման համար:
Նկար 6 Զտիչ սարք հոսքի կառավարման համակարգում

Նկար 7 Կոնդենսացիոն սարքը հոսքի կառավարման համակարգում
Հրապարակման ժամանակը` օգ-12-2020